 解决方案
解决方案

安川MPX3500 6轴 负载15kg 工作域2700mm 喷涂机器人
989次播放
0
0
Yaskawa Robot 安川机器人 汽车工业 总装 智能车间
品牌:Yaskawa
分类:整体规划
案例介绍
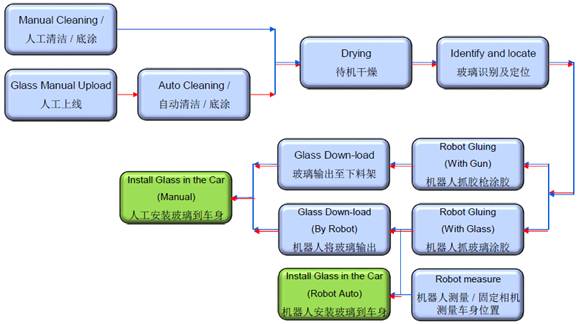
风挡玻璃自动涂胶及装配的工艺流程为:人工上件→自动清洗→自动底涂→晾干→自动涂胶→自动安装。清洗、底涂、涂胶、装配工艺均可以实现无人化操作。全自动清洗及底涂工艺利用清洗剂自动供液系统及机器人共同实现。
设备主要包含中台、机器人、清洗装置、底涂装置、玻璃库区、输送线等。考虑成本及生产节拍,清洗与底涂可考虑采用同一台机器人。
底涂液的原料一般是聚异氰酸酯,有一定毒性,所以有条件的车间可以考虑增加一套抽风设备,防止挥发气体的伤害。底涂完成后,需要进行晾干,大约需要2-5min,玻璃的涂胶及安装必须在15min内完成,否则玻璃胶会固化失效,造成与车身无法粘贴。
清洗装置由清洗剂存储及供液装置、输送系统、检测系统和控制系统等构成。清洗采用固定式,清洗剂靠供液及输送系统输送至清洗嘴,机器人根据玻璃信息按相应的轨迹进行清洗,同时,安装在清洗嘴处的检测装置可实现对清洗轨迹、清洗质量的实时监测,一旦漏洗或偏离轨迹,则进行报警且机器人停止。清洗之后,机器人自动切换到底涂装置处,按照相应的轨迹进行底涂。
底涂装置同样采用固定式,主要是供液装置、输送系统、控制系统、检测和底涂头等组成。底涂头处同样可设置检测装置,对底涂效果进行检测,检测范同包括但不限于底涂的宽度,均匀性、是否有漏底现象等,由于底涂液具有极强的挥发性能,因此底涂供液及输送装置需要有可靠的密封性。 底涂头需要进行定期更换,以保证底涂效果。
机器人自动涂胶设备主要包含机器人、对中台、固定式旋转涂胶枪、涂胶泵、输送系统、控制系统、检测装置、清洗装置等,考虑生产节拍的要求,涂胶机器人与底涂机器人是互相独立的。涂胶泵、加热装置、输送系统等装置可以根据采用的玻璃胶特性或工艺特性设定0-65℃的加热和保温控制,从而更好地配合底涂提高粘性性能。涂胶泵采用定量给料系统,利用伺服电机及快速响应离合器控制出胶速度,出口流量可以达到30L/min;涂胶泵同样可以采用齿轮泵形式,也可是满足涂胶需求。
机器人自动涂胶的原理与底涂原理类似,机器人根据对中台反馈的玻璃信息,匹配相应的涂胶轨迹;机器人与工位PLC同进行联锁,得到生产计划发来的信息,也可设置防错功能,同样,胶枪处设置胶型检测装置,保证胶型满足工艺要求尺寸,且使机器人涂胶精度能够控制在±0.5mm以内,能够对转弯及接口的胶轨迹进行更有序的控制。通过对供胶参数的调节,亦可满足不同车型的混线生产,实现涂胶柔性化。

自动安装工艺是利用视觉引导系统识別车身的空间位置,控制机器人对玻璃进行装配。
设备主要包含视觉引导系统、控制系统、机器人、定位装置等,此工位的特殊要求为车身需进行定位且处于静止状态,所以此工位处的车身输送线为间歇业式运行。
自动安装的主要工艺流程为车身输送到位→定位装置进行定位→视觉拍照车身→视觉引导机器入安装。
由于每次车身输送的位置、玻璃抓取的精度都不一样,所以自动安装工艺的难点在于如何保证最终的安装精度,采用一套由多摄像头组成的视觉系统,分别对车身状态及破璃状态进行确认 ,计算出车身的工件坐标系,同时设置不同车型允许的拍摄、安装误差,在误差范田内可引导机器人进行安装,最终安装精度能够维持在设定的偏差范围之内。
考虑成本问题,结合节拍的计算,涂胶及安装可以共用一个机器入完成,即玻璃涂胶完成后立即进行拍照安装,提高设备的综合利用率, 在正式投产之前,调试需要大量的数据进行验证,要针对不同车型,选取车身上最佳的视觉拍照特征点.拍照偏差必须保证在设置值范田内。





安川电机(中国)有限公司
关注数:0
进入企业站
收藏企业
联系人:
-
联系方式:
-
说明:
· 方案由用户自行上传,具体实现解决案例以实际为准