 解决方案
解决方案



发那科M-2iA/3SL 4轴 负载3kg 工作域1130mm 精度±0.03mm 装配/上下料/搬运/包装 Delta机器人
2373次播放
0
0
Fanuc Robot R-1000iA 发那科机器人 汽车工业 白车身 点焊b
品牌:Fanuc
分类:机器人应用
案例介绍
焊接机器人解决方案
焊接机器人的选型
机器人自动化焊接项目必须对所选择的机器人型号,性能有所熟悉和掌握,特别是项目所针对的产品材料信息、来料状态、工艺需求及检验要求是否有特殊的规定和特定的需求,同时也应了解设备的功能、技术参数信息以及应用的环境等方面的内容,综合性地给出规划的方案信息。
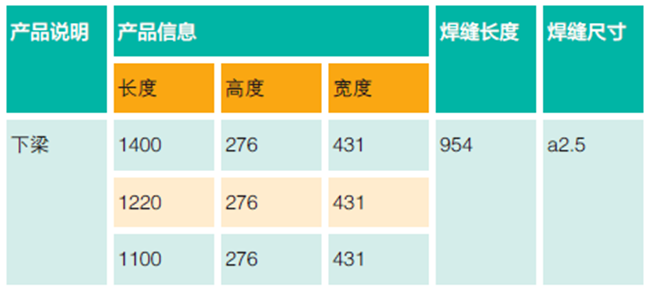
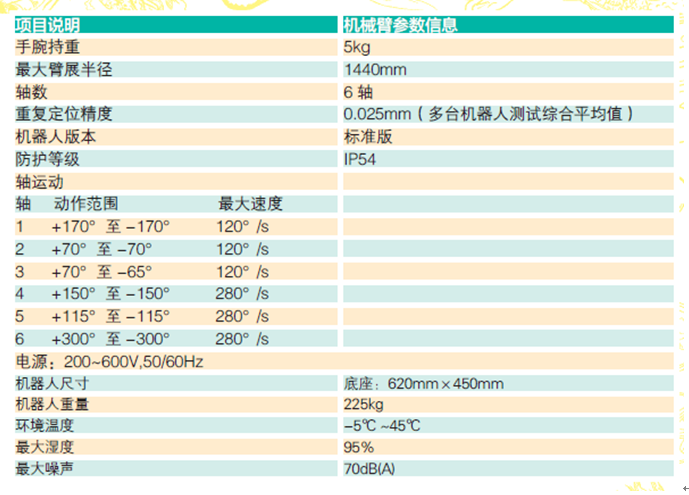
机器人常规为6 轴机器人(工装夹具使用的为7 轴或多轴均为外部轴,配合机器人的制造所使用),根据焊接产品的工艺需求、尺寸参数(臂展长度、载重量等)、结构状态进行设备型号的选择。本次举例选择ABB 1410-5/1.44 型机器人,配合MAG 焊接工艺,来对电梯下梁产品进行焊接,具体参数信息见表1。
表1 焊接产品信息 (单位:mm)
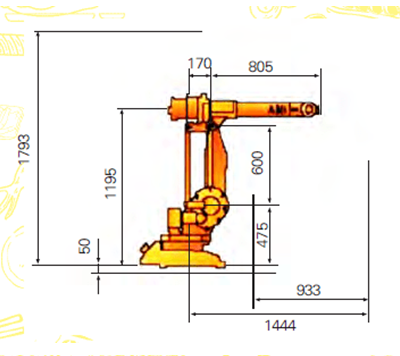
需要根据具体的参数信息、工艺信息,选择机器人型号,产品最大尺寸为1400mm,选择机器人型号为ABB1410-5/1.44 ,即可覆盖产品尺寸规格变化范围,同时考虑机器人的重复定位精度,是否在控制范围内,因为重复精度决定了焊接过程的一致性,高度的重复定位精度不仅体现了机器人的准确度,也避免因重复定位精度差,导致焊接质量达不到要求,最终造成产品的不合格,给企业带来损失。机器人轨迹图及参数信息见图1。
图1 机器人轨迹图参数信息
在初步选择机器人型号的同时,需要考虑到,因布局和产地的限制,需要查阅机器人的功能说明表和轨迹图,确保焊接的可达性,避免降低工作效率,目前可以通过机器人示教软件进行生产模拟和仿真,对机器人的焊接范围,产品空间位置摆放,进行项目的前期评估和确认,提前对机器人生产带来的问题进行识别和改进。
外部设备说明
在前期的模拟和仿真过程中,往往缺少对工装、外部轴、滑台的评估,造成大量的精力放在工装、外部轴、滑台的改造上,增加项目周期和企业的损失。所以需要对工装、外部轴、滑台等外部设备提前进行评估。
焊接工装
焊接工装对项目整体进度起到了重要的作用,工装设计是一门学科,需要经验的积累,机械、电气知识的积累以及对产品的深度认识,在此不过多进行阐述,只是提供一种思路,应对焊接工装的设计。
机器人焊接系统
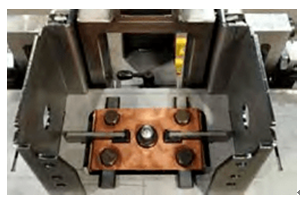
一般来说,机器人适合标准、重复性低的产品,从而进行大规模制造,所以对焊接工装的一致性(意义等同于机器人重复定位精度的一致性),夹持顺序、定位精度、刚度以及同机器人配合的位置要求,都是设计焊接工装的关键因素,既要保证焊接产品在工装定位位置的准确性,也要保证可以控制焊接完成后的焊接应力变形,需要有适合的刚度。大部分焊接工装的定位选用气动结构,液压、电动或手动作为支撑气动结构来使用,同时随着技术进步,可以考虑使用磁力固定来进行,但是仅针对无磁偏吹的特殊工装,在此需要根据实际情况来选择。同时为了提高产品散热和刚度,常用紫铜和合金材料来制作特殊的衬垫(图1、图2)。
图1 特殊材料模块
图2 紫铜材料模块
外部轴变位器
变位器作为机器人外部轴来进行使用,它的定位精度、翻转、回转精度都直接影响了机器人的重复定位精度和焊接质量,影响着产品最终的质量。
配合焊接工装的变位器的前期设计需要考虑所承担载重,包含工装重量、产品重量,避免超重,选择使用回差小,转动精度高的减速机及齿轮、齿圈,从而减少变位器的转动惯性,加减速度响应快,提高精度需求。变位器参数信息表见表2。
表1 变位器参数信息表
焊接系统配置
根据焊接项目要求,焊接系统中应包含:焊接电源、送丝机、焊枪、冷却系统(有些集成在焊接电源中)、清枪、剪丝系统、防撞系统,如有特殊需求,可考虑增加激光巡位、视觉跟踪、原点TCP 校准等设备辅助系统来提高焊接的质量和效率。
机器人焊接工艺的选择
机器人的焊接工艺(例如焊接参数、焊接顺序等)不同于人工焊接,机器人的输出参数较为稳定,人工操作的焊接参数,可能无法照搬到机器人上来使用,如照搬参数和工艺,可能会带来焊接变形增加,所以针对机器人制造的特殊性,需要根据项目考虑重新评估焊接工艺。
焊接原材料的管理
机器人对原材料的变化十分敏感,所以使用机器人焊接,需要考虑对焊接的原材料进行控制,所以企业和项目管理人对机器人的理解,不能仅停留在机器替代人工生产的角度。
焊接机器人焊房包含:焊接机器人、钣金结构、卷帘门、电器、排烟口等




